



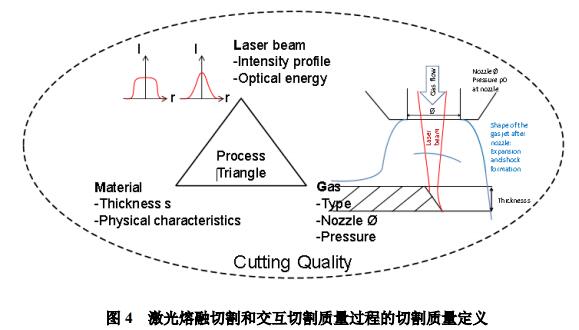
基于聚焦激光束與切割前端的相互作用,定義材料中激光束能量依賴波長特征吸收為熱過程,如圖 4??捎玫哪芰繒訜?、熔化、部分汽化以及液化材料。同軸對齊氣體噴嘴從切割前通過動量傳遞噴射熔融物,主要是沿著切割前沿。切割前沿與工件之間相互作用的相對運(yùn)動會產(chǎn)生一個(gè)切削切口。形成的切削刃和條紋取決于所選擇的工藝參數(shù)的技術(shù)特點(diǎn)。不銹鋼的激光熔融切割被認(rèn)為是激光材料加工中高品質(zhì)的切削技術(shù),其中采用惰性氣體并產(chǎn)生惰性切削刃,可以很省力地處理加工件。
不銹鋼激光熔融切割的材料厚度范圍在 0.3mm-4mm,激光器功率高達(dá) 2kW。對于給定的材料厚度,憑經(jīng)驗(yàn)來確定不同的最佳波束和工藝參數(shù),引起高刀具行進(jìn)速度無渣切削。觀察到尖銳 90 度角、碎屑形成會使切割質(zhì)量劣化。以小半徑重新定向,切割過程中相關(guān)速度的變化疊加到現(xiàn)有光束上使噴嘴錯(cuò)位有助于切口的穩(wěn)定性。切割過程中穩(wěn)定性的特征半徑 R 視特征半徑 R 的減少來確定,本文考慮并分析了不同尺寸常規(guī)噴嘴的不同切割半徑,根據(jù)切割質(zhì)量評價(jià),討論了給定氣體動態(tài)輸入的厚度依賴最好切割特征從而定義了切割的優(yōu)良特性。
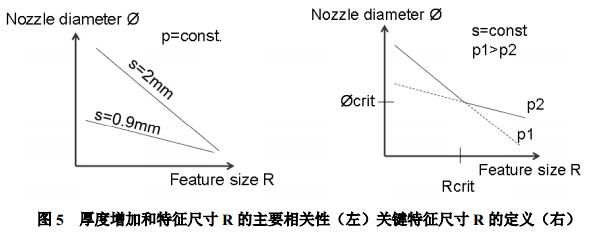
切割特征尺寸取決于分析厚度,主要取決于選取噴嘴的直徑。通過增加工藝氣壓進(jìn)而增加碎片形成可以實(shí)現(xiàn)進(jìn)一步的改進(jìn),但是會在工件底側(cè)形成無關(guān)的定向碎片。一般情況下是可以解決特征尺寸和噴嘴直徑的相關(guān)性問題的,如圖 5 所示。從激光切割設(shè)計(jì)的角度來看,碎屑形成的每塊板厚度都要確定一個(gè)關(guān)鍵的特征尺寸,以及為保證切割質(zhì)量進(jìn)一步減少特征尺寸而需要增加的氣體動態(tài)輸入。
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
















 關(guān)注我們
關(guān)注我們